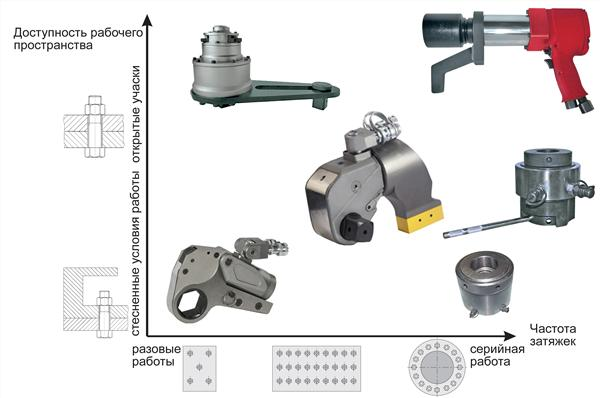
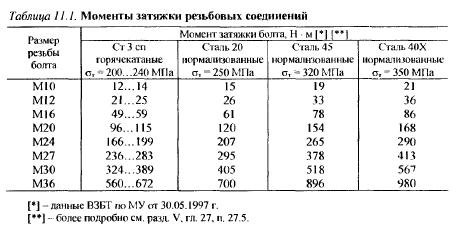
Затяжка резьбовых соединений
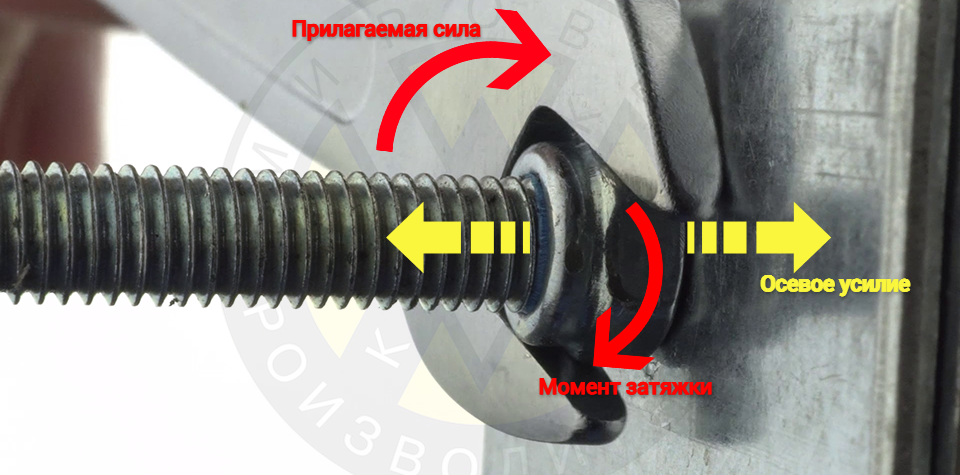
Минимальная сумма заказа 2 рублей. Нажимая на кнопку "Отправить", вы даете согласие на обработку персональных данных. Неграмотно выполненная затяжка резьбового соединения может привести к срыву резьбы в случае приложения слишком большого усилия или к недостаточной герметичности при слабом закручивании. Основным показателем для правильного затягивания болта или шпильки с гайкой служит величина момента затяжки.


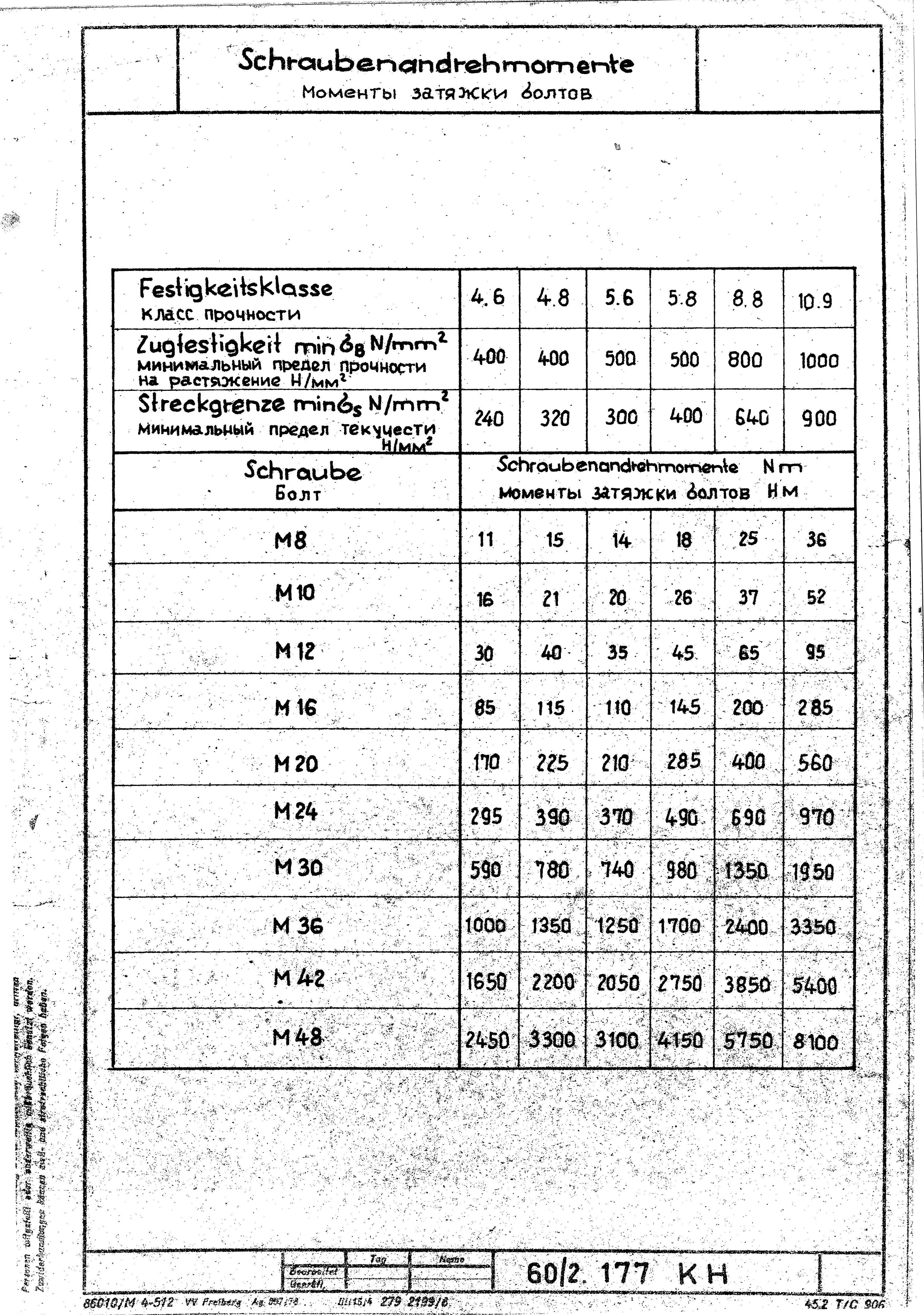
 без покрытия (черный), коэффициент трения 0,14.")










 без покрытия (черный), коэффициент трения 0,14.")
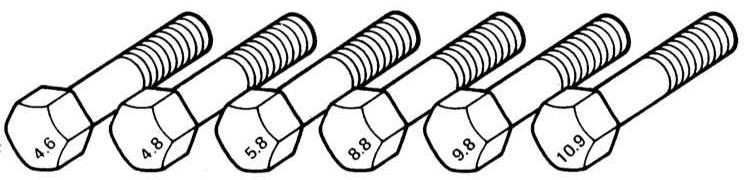
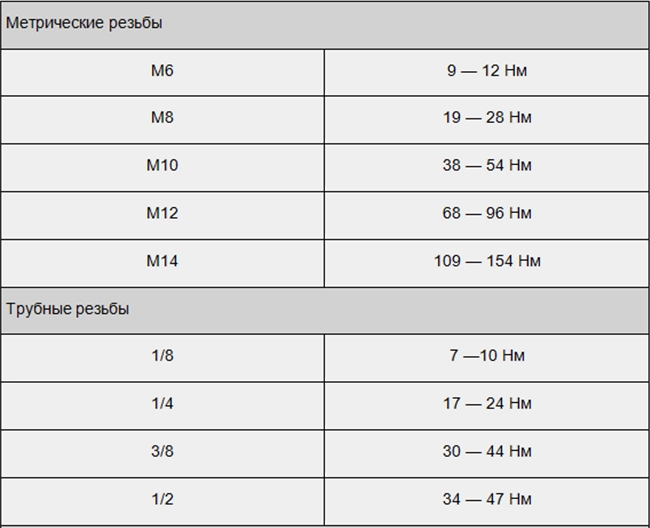
Резьбовые детали болт и гайка работают при высоких статических нарузках от затяжек и воздействии на них внешних рабочих усилий. Правильная затяжка болта является одним из основных условий надежной работы резьбового соединения. На стадии проектирования оригинальных изделий , в которых могут использоваться болтовые резьбовые соединения , возникает необходимость проведения инженерного расчёта для оценки напряжения растяжения болта и необходимого контролируемого момента затяжки в резьбе.







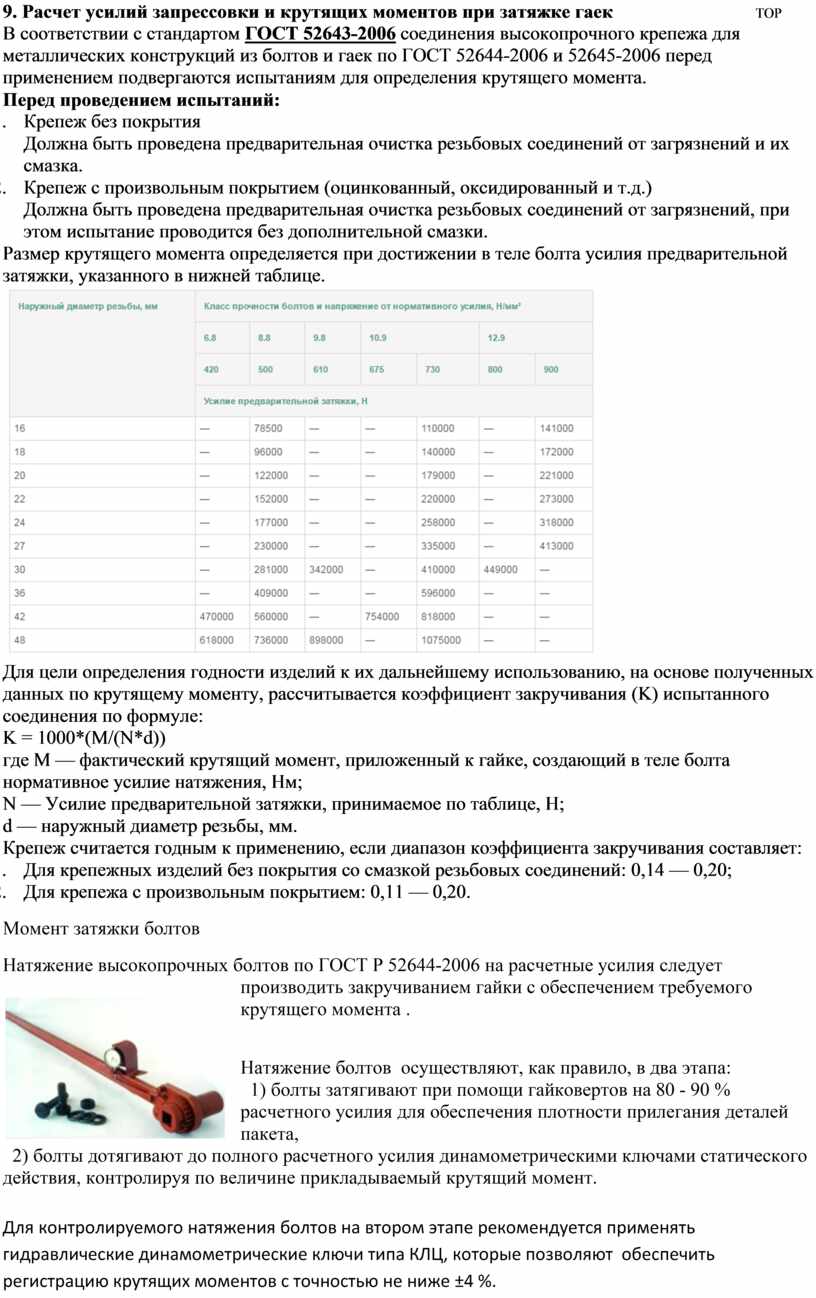

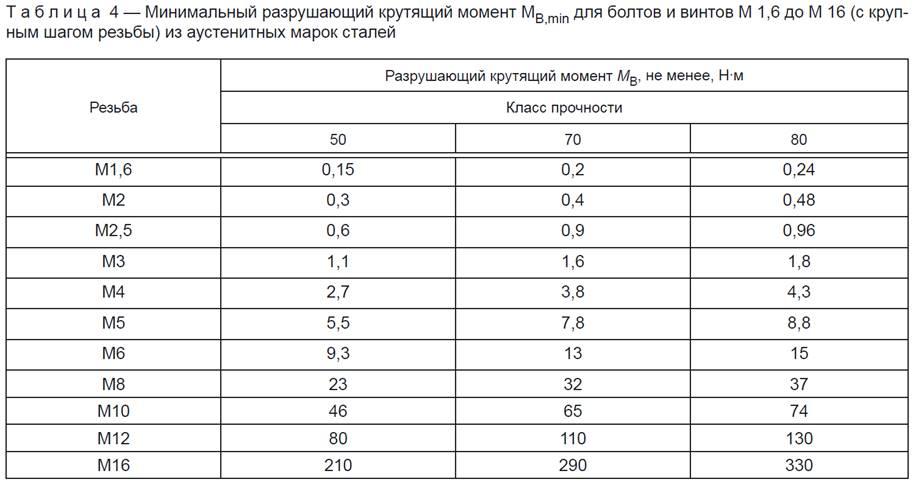
В соответствии с российским стандартом ГОСТ соединения высокопрочного крепежа для металлических конструкций из болтов и гаек по ГОСТ и перед применением подвергаются испытаниям на коэффициент закручивания. Размер крутящего момента определяется при достижении в теле болта усилия предварительной затяжки, указанного в нижней таблице. Для цели определения годности изделий к их дальнейшему использованию, на основе полученных данных по крутящему моменту, рассчитывается коэффициент закручивания K испытанного соединения по формуле:. Для исключения разногласий между изготовителем и потребителем способ подготовки крепежных изделий к испытаниям по определению крутящего момента должен быть идентичным.