Сварочный аппарат из ЛАТРа
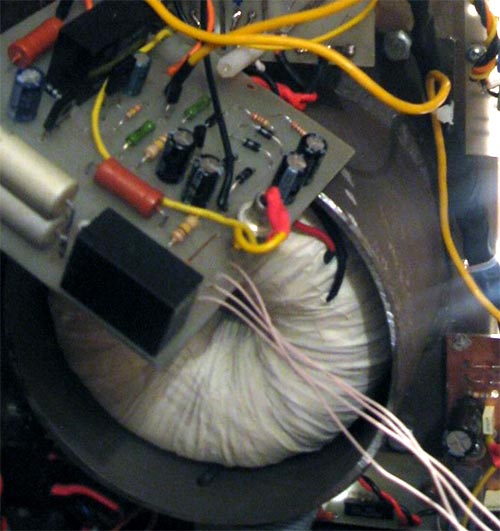
Надежность сварочного трансформатора Расчет сварочного трансформатора Обмотка сварочного трансформатора П-образный сварочный трансформатор Сварочный трансформатор из статора электродвигателя Сварочный аппарат из ЛАТРа. Надежность сварочного трансформатора Расчет сварочного трансформатора Обмотка сварочного трансформатора П-образный сварочный трансформатор Сварочный трансформатор из статора электродвигателя Сварочный аппарат из ЛАТРа Сварочный аппарат из ЛАТРа Распространенным материалом для изготовления самодельных сварочных трансформаторов издавна являются сгоревшие ЛАТРы лабораторные автотрансформаторы. Внутри корпуса ЛАТРа находится тороидальный автотрансформатор, выполненный на магнитопроводе значительного сечения. Именно этот магнитопровод понадобится от ЛАТРа для изготовления сварочного трансформатора. Для трансформатора обычно требуется два одинаковых кольца-магнитопровода от крупных ЛАТРов. ЛАТРы выпускаются разных типов, с максимальными токами от 2 до 10А, не все из них годятся для изготовления трансформаторов для сварки, только те, размеры магнитопроводов которых позволяют уложить необходимое количество витков.













Сварочный трансформатор представляет собой простейшее устройство для сварки электродом с обмазкой. Конструкция сварочного трансформатора очень проста, так что его достаточно легко можно собрать прямо в гараже. Особой популярностью сварочные трансформаторы пользовались в конце прошлого и начале этого века. Сегодня ситуация несколько изменилась, поскольку рынок заполонили новомодные инверторы, отличающиеся более достойными техническими характеристиками. И, тем не менее, сварочные трансформаторы используются до сих пор. Кроме того, в определённых случаях они показывают более достойные результаты сварки, чем инверторы.











Разогрев свариваемых деталей при контактной сварке до пластического состояния производится теплом, выделенный электрическим током на участке между двумя электродами. Для осуществления сварки необходимое количество тепловой энергии, можно определить по закону Джоуля — Ленца. Чтобы произвести контактную сварку необходимо предварительно сжать детали это приведет к механическому контакту деталей. После подачи тока, металл в рабочей зоне нагревается и увеличивается сопротивление. Спустя 0,02—0,03 сек.